
アルミナイズ処理のFe-Al金属間化合物で得られる高硬度(Hv800~1000)を活かした製品も数多く実施しております。
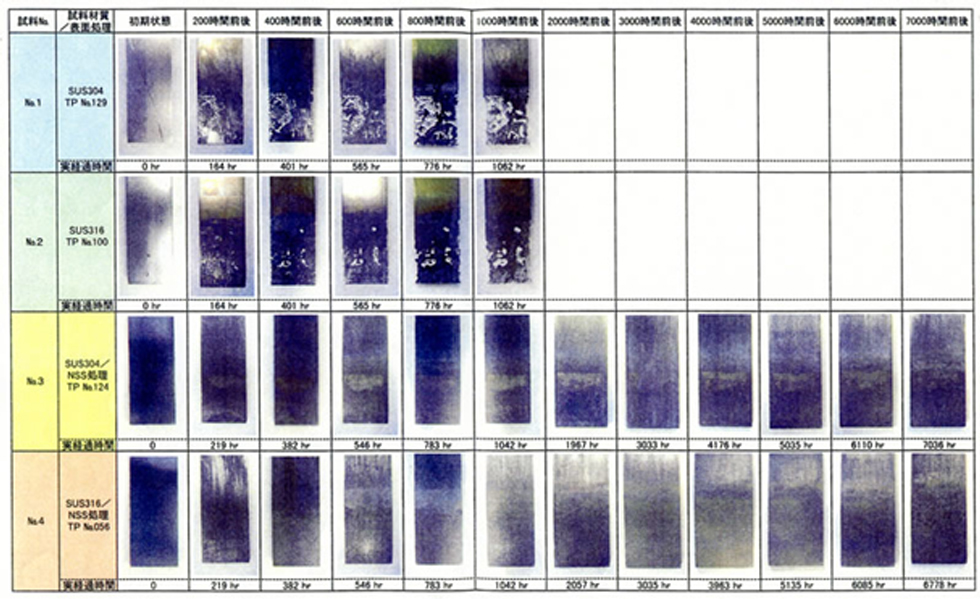
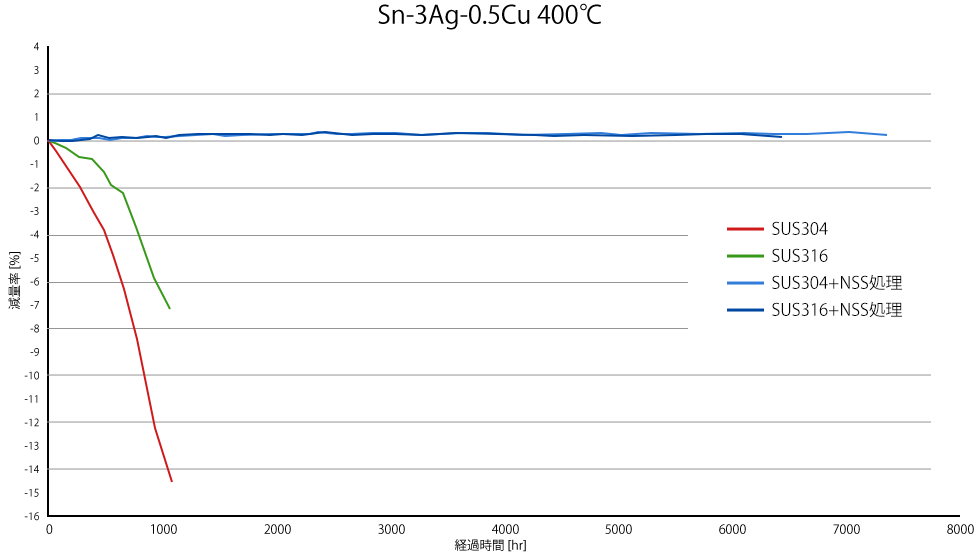
ボルト類のカジリ防止や自動車部品シールリング・高圧配管等あります。最近では、鉛フリーハンダ槽への高温Snエロージョン対策として処理を実施しており、SUS304・SUS316と比較しても非常に優れた性能を示しております。
アルミナイズ処理のFe-Al金属間化合物で得られる高硬度(Hv800~1000)を活かした製品も数多く実施しております。
ボルト類のカジリ防止や自動車部品シールリング・高圧配管等あります。最近では、鉛フリーハンダ槽への高温Snエロージョン対策として処理を実施しており、SUS304・SUS316と比較しても非常に優れた性能を示しております。
鋼材にボルトを所定のトルク(14,500kgf)で締付け、 450℃高温暴露試験をα処理材・無処理材にて実施
暴露時間は、10・24・48・120時間実施し、又その他に 150 時間塩水噴霧試験も実施
ナットの取り外し性能は、トルク測定後、そのままナットを回転させ、そのままボルトから取り外し可能か否かを調査した。
供試材は、ボルト:SNB7 U”1X100 ナット:S45C(防錆油塗布)
| TP No | ナットのゆるめトルク及び取り外し性能 | ナットの 取り外し性能 |
|||||||
|---|---|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | 6 | 平均 | |||
| 初期締付トルク | α処理 | 74 | 74 | 74 | 74 | 74 | 74 | 74 | 全て可 |
| 無処理 | 69 | 69 | 69 | 69 | 69 | 69 | 69 | 全て不可 | |
| 10時間 | α処理 | 124 | 120 | 130 | 130 | 125 | 130 | 126.5 | 全て可 |
| 無処理 | 130 | 130 | 140 | 125 | 125 | 130 | 130 | 全て不可 | |
| 24時間 | α処理 | 110 | 130 | 120 | 130 | 130 | 130 | 125 | 全て可 |
| 無処理 | 145 | 155 | 130 | 145 | 140 | 140 | 142.5 | 全て不可 | |
| 48時間 | α処理 | 120 | 110 | 110 | 100 | 110 | 110 | 110 | 全て可 |
| 無処理 | 95 | 90 | 95 | 95 | 90 | 100 | 94.2 | 全て不可 | |
| 120時間 | α処理 | 100 | 97 | 90 | 100 | - | - | 97 | 全て可 |
| 無処理 | 70 | 58 | 60 | 82 | - | - | 67.5 | 全て不可 | |
| 塩水噴霧 | α処理 | 58 | 60 | 65 | - | - | - | 61 | 全て可 |
| 無処理 | 68 | 67 | 68 | - | - | - | 67.7 | 全て可 | |


α処理ボルトは、AL-Fe合金層が非常に硬い為、ボルト・ナットのねじ間の固着を起さず、又、合金層が緻密な組織となっており、α処理同士の接触部ではスベリ効果が有効に作用している。
無処理材は加熱時間の増大に伴い、ボルト・ナット接触面がクリープ現象を起こしており、締付トルクの低下が発生している。
SUS304ボルト(M8X50)とナット(M8)にアルミナイズα処理プラスを施し、ネジ締付試験機にてトルク13.2N・mで制御した場合と軸力5.76kNで制御した場合で20回開閉試験を行いネジ面の摩擦係数を測定した。


SUSアルミナイズα処理ボルトは、トルク制御・軸力制御による締付試験ではFe-al層の表面硬度が硬い為、摩擦係数がほぼ一定である。一方SUS304の生地ボルトは締付回数2~3回目より大きく数値が上昇し焼付きかじりを起こす寸前または焼付きかじりを起こしていたのがわかる。